






It is so important to have good suppliers and I am personally very happy
To be working with Muyoung. We are very excited to receive the first parts
Of these molds.

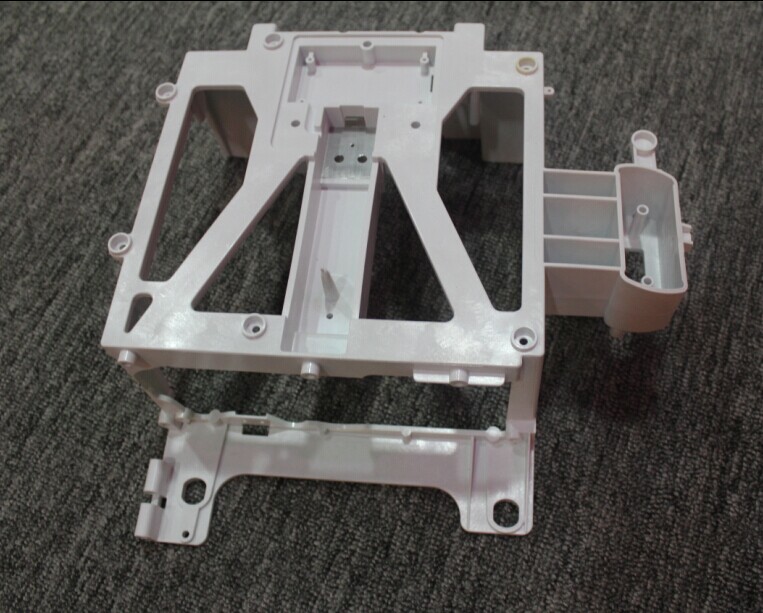
I have made mold and product for Containers from MUYOUNG.
That's amazing! The container looks absolutely perfect!
I can't express how excited we are excited to receive this order.

Muyoung made nice mold for me as always. Thank you for your good work.
Many Chinese Mold companies email me for business and I always say no.
We are small company now, but will expand soon with 300,400
And maybe 500T machines so as we get bigger you will be our main supplier.

Muyoung is my favorite and only mould company I prefer to use for all of
my projects. We have been working more than 8 years. I am still working
on getting your recent quotes to the purchasing stage for my new projects.
