We are more like internal project managers for our clients. We are always committed to doing what is right for our clients throughout the project life-cycle.
As soon as customer confirm an order, our project management will be involved in planning the project, monitoring and controlling every aspect of the process and outcome to ensure that each project is a success.
Project planning management;
Engineering and Designing management
Project schedule management
Project manufacturing and mold trial management
Project mold and product quality controlling
Project modification controlling
Project Procurement and cost management
Design and Engineering
Tooling Manufacturing
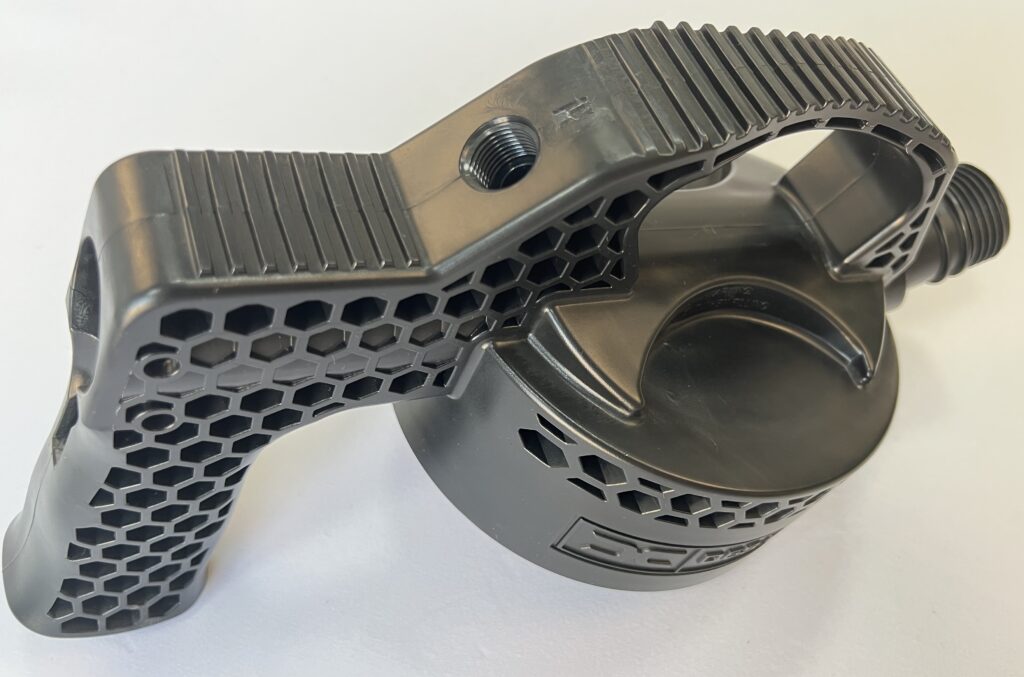
Real plastic product
Project Management
At Muyoung, We use the Advanced Quality Planning method in everything, whether it is tool design, tool manufacturing, plastic product process verification, series production or plastic mold quality verification; it is based on systematic and comprehensive planning and sound, proven technology. We have a very diverse team of product design engineers, tool designers, tool maker and process engineers who work in a cross-functional way to assess your project at the front end to identify areas that need improvement or may require attention,here is our work process.
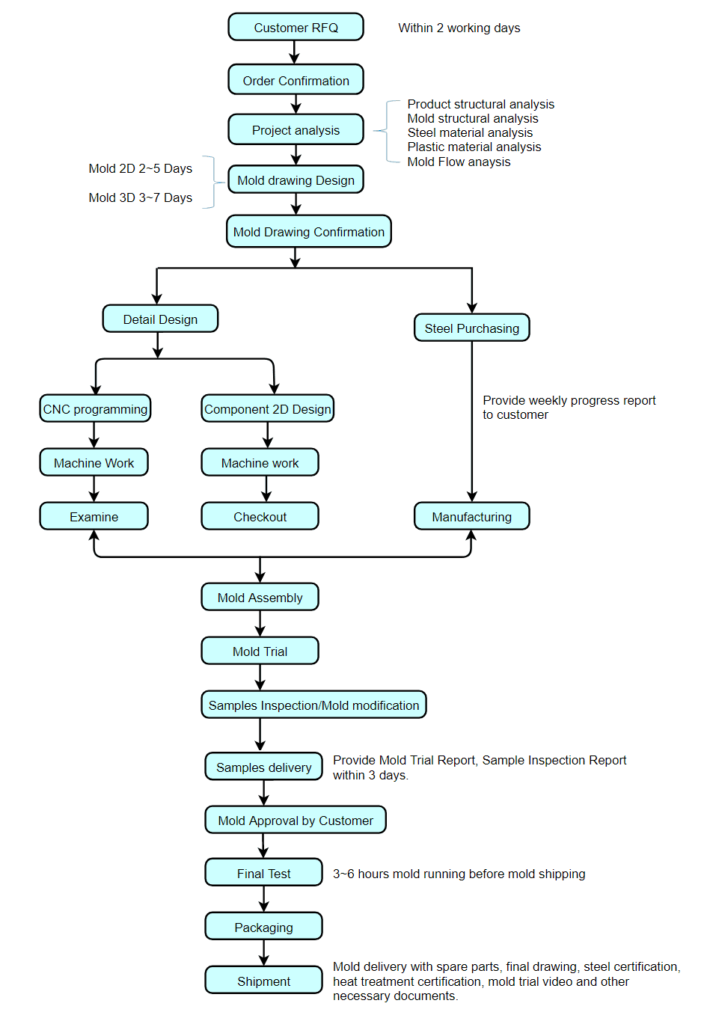
Project Management Process
When the customer confirms that the mold is to be shipped, we will check everything on the mold to ensure that it is the quality of mold that the customer wants and that the mold running is the same as on our injection molding machines or better. If you are interested in this process, please download the checklist.
We will contact you within 1 working day, please pay attention to the email with the suffix “sales@mu-mould.com”.
Upload Your 3D /2D Files
We accept the 3D model with file formats: STEP(.stp), IGES(.igs), PRT(.prt),X_T(.xt),STL(.stl), 2D drawing format: PDF、DWG、DXF, The maximum supported file size is 80MB, for large or multiple files, please place into folder and compress into a ZIP or RAF files.
H13 steel is the most widely used and most representative hot work die steel grade, its main characteristics are
(1) High hardenability and high toughness.
(2) Excellent resistance to thermal cracking and can be water cooled in the workplace.
(3) Medium wear resistance, carburizing or nitriding can also be used to improve its surface hardness, but to slightly reduce the resistance to thermal cracking.
(4) Poor secondary hardening ability in tempering due to its low carbon content.
(5) Softening resistance at higher temperatures, but a rapid drop in hardness at operating temperatures above 540°C (1000°F) (i.e. a working temperature of 540°C can be tolerated).